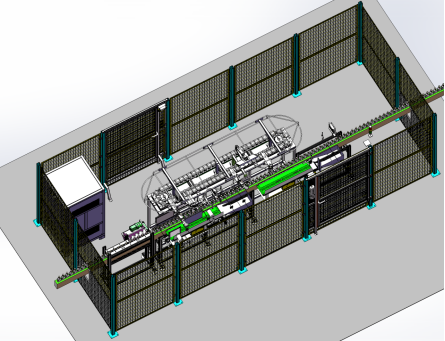
整体硬件设计采用紧贴现有产线的外挂式布局,通过定制支架安装光源、相机、传感器及剔除轮等核心部件,同时在外侧配套一套环形输送线,用于实现检测夹具的循环流转与精准导向。布放所需空间约为长:5米;宽:2.6米,高:2.4米,外设安全栅栏及提示,防止误触,保证人员安全。
系统全程保持现有产线的机械结构与工艺节拍不变,工作流程如下:
- 当封装后酒瓶经过仙林风干机区域后,出口传感器即时触发前后相机进行延时拍照(延时参数可根据产线速度动态校准);
- 图像(酒盖+瓶身的外观及酒液)数据经训练好的算法识别与计算后生成图像判定结果;
- 检测系统根据收到的判定结果,控制气缸触发,,使其能刚好将 NG 品(不合格的封装酒瓶)剔除,而不干扰 OK品通过
- 通过的封装酒瓶再次经过光电传感器,系统判断酒瓶位置,辅助环形输送线实时匹配抓取工装与产品的相对位置,准确定位后工装夹取酒瓶,对酒液杂质进行复检。
- 正确抓取酒瓶后,工装顶部卡槽配合导向钢轨,工装随导向钢轨轨迹上下晃动及震荡酒瓶,而后进入平缓期,酒瓶依靠自重旋转至拍照角度,工业相机飞拍酒液成像,酒液图像数据经训练好的算法识别与计算后生成酒液杂质判定结果。
- 拍照完成后抓取工装随导向钢轨轨迹下降,酒瓶因自重再次旋转回初始角度,而后工装将酒瓶放回至主输送线,随环形输送线运动前行,等待下次循环抓取。
- 被放回的酒瓶,检测系统根据酒液杂质判定结果,控制气缸将不合格品(NG)剔除,OK品通行。


