存在问题
柴油发动机缸体完成初步打磨后,需对毛坯铸件外观检查。受现场空间布局限制,对检查设备 、 方式的空间兼容性要求严格检查效率较低,当前采用人工检查模式,单件检查耗时约 20 分钟 / 件;缺乏标准化、精准化的检测手段,无法实现对毛坯铸件尺寸的精确核验。
服务成果
采用AI视觉检测算法开发一种自动化视觉检测系统,用于识别毛坯铸件的外观缺陷(粘砂、气孔、夹砂、形状错误和油漆流坠等)。检测系统直接嵌入现有工业流水线环境运行,确保与现场空间布局的兼容性;实现对外观缺陷的自动识别,同时系统支持多型号缸体毛坯检测,可将单件检查耗时缩短至≤16 分钟 / 件,显著提升检查效率;搭载的高精度图像采集与分析模块,实现尺寸数据的精准提取与核验。
方案技术简介
小缺陷检测 结合局部放大和适当光照(如环形光)突出小缺陷特征。
大型铸件成像 部署多相机系统或移动相机,覆盖铸件全表面;使用拼接算法整合多视角图像。
尺寸偏差 通过3D相机,将多张结构进行拼接,得到高分辨率的图像。
数据集不足 收集多样化铸件图像,应用数据增强技术;必要时使用合成数据生成技术。
光照条件变化 使用可调光源和自动曝光相机,确保一致成像条件。
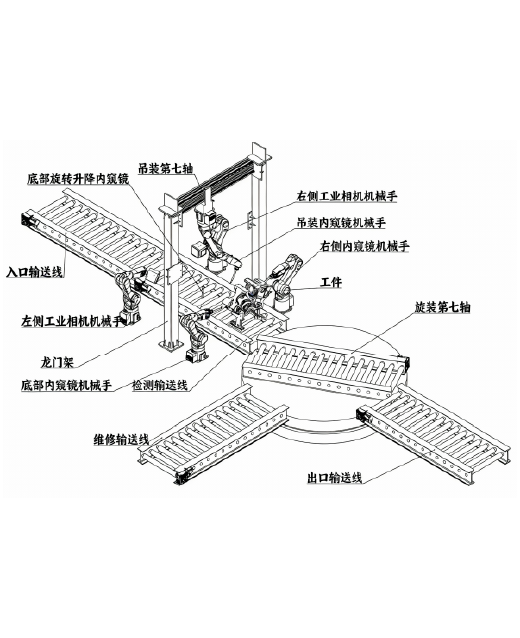
系统整体硬件采用产线式结构布局,按功能划分为五大核心输送单元,各单元协同实现工件 “来料 - 检测 - 分类 - 流转” 全流程自动化。
①入口输送线:核心功能为工件来料接收与缓冲过渡,通过持续输送能力,避免检测单元启停节奏影响整体产线运行速度,确保来料与检测环节无缝衔接,提升产线整体流转效率。
②检测输送线:作为核心检测工位,兼具工件位置调整与输送功能,且支持双向输送,可灵活适配不同检测需求;同时集成多组检测执行机构,实现全方位检测覆盖: 外观与尺寸检测:配置 2 台机械手,均挂载工业相机(外观检测)、光源(补光消影)及 3D 相机(尺寸检测),负责对工件前后左右侧面的外观缺陷(如裂纹、砂眼)及尺寸精度(如凹槽深度、轮廓尺寸)进行检测; 外侧面腔体内部检测:配置 2 台机械手,挂载加长杆与旋转内窥镜,深入工件外侧面腔体内部,捕捉腔体内壁外观缺陷,解决狭小空间检测盲区问题; 顶部面腔体内部检测:配置 1 台机械手,额外搭载吊装第七轴(拓展纵向运动范围),结合加长杆与旋转内窥镜,实现工件顶部面腔体内部的外观检测; 底部腔体外观检测:配置 1 套升降旋转杆,搭载旋转内窥镜,可通过升降调整检测高度、旋转调整检测角度,完成工件底部腔体的外观检测。
③旋转输送线:承担工件检测后的分类输送功能,具备旋转(调整工件输送方向)与双向输送能力,可根据检测结果将工件精准分流至后续不同单元(如维修输送线、出口输送线)。
④维修输送线:专为有瑕疵铸铁件设计,支持双向输送,可将检测不合格的工件输送至维修工位,维修完成后也可反向输送回检测环节复检,形成闭环处理流程。
⑤出口输送线:负责将检测合格的正常工件输送至下一道生产工序,保障合格工件高效流转,衔接后续生产环节。


